Iranian Classification Society Rules

< Previous | Contents | Next >
(5) The welding processes and the brand name of the welding consumables to be used for approval. : 3 copies
3203. Data review and approval of test plan
1. The test program submitted by the manufacturer is to be reviewed by the Society, if found sat- isfactory, it will be approved and returned to the manufacturer for acceptance prior to tests being carried out. Tests that need to be witnessed by the Surveyor will be identified.
2. Method for selection of test samples is to satisfy the following:
(1) The numbers of test samples are to comply with 3205..
(2) The number of casts and test samples selected are to be sufficient to make it possible to con- firm the validity of interaction effects and/or the control range (upper limit, lower limit) of the elements which are added or intentionally controlled, for improving the corrosion resistance. Where agreed, this may be supported with data submitted by the manufacturer.
3. In addition to 2. (2) above, the Society may require additional tests in the following cases.
Considerations for additional tests may include but not be limited to.:
(1) When the Society determines that the control range is set by the theoretical analysis of each el- ement based on existing data, the number of corrosion resistance tests conducted in accordance with Appendix of MSC.289(87) is too few to adequately confirm the validity of the control
212 Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015
![]()
range of chemical composition;
(2) When the Society determines that the data of the corrosion resistance test result obtained for setting the control range of chemical composition varies too widely;
(3) When the Society determines that the validity of the corrosion resistance test result for setting the control range of chemical composition is insufficient, or has some flaws;
(4) When the Society's surveyor has not attended the corrosion resistance tests for setting the con-
trol range of chemical composition, and the Society determines that additional testing is neces- sary in order to confirm the validity of the test result data; and
(5) When the Society determines that it is necessary, for reasons other than cases (1) to (4) above.
Remarks:
The chemical composition of the corrosion resistant steel is to be within the range
specified for rolled steel for hull. Elements to be added for improving the corrosion re- sistance and for which content is not specified are to be generally within 1% in total.
3204. Test Laboratory
1. The test laboratory where testing is carried out in accordance with the requirements in 3205. are to equip the test facilities so that they can perform the testing in accordance with the requirements in this Appendix and are to be data reviewed and audited in accordance with the requirements in Pt 1, Annex 1-11, 2.(except for (3) (A) (b)) and 3. of the Guidance Relating to the Rules for the Classification of Steel Ships by the Society.
2. Where a Surveyor of the Society is present at specified stages to witness the approval tests. The Society's approval is not needed for the testing laboratory.
3205. Approval test
1. Test on simulated upper deck conditions
(1) Test condition
Tests on simulated upper deck conditions in cargo oil tank (COT) shall satisfy each of the fol- lowing conditions:
(a) Corrosion resistant steel and conventional steel shall be tested at the same time.
(b) The chemical composition of conventional steel shall comply with the requirements of Table
3.32.2. The mechanical properties of the test specimen should be representative of steel
used in its intended shipboard application.
Table 3.32.2 Chemical composition for conventional steel (%)
C | Mn | Si | P | S |
0.13~0.17 | 1.00~1.20 | 0.15~0.35 | 0.010~0.020 | 0.002~0.008 |
Al(acid soluble, min.) | Nb, max. | V, max. | Ti, max. | Nb+V+Ti, max. |
0.015 | 0.02 | 0.10 | 0.02 | 0.12 |
Cu, max. | Cr, max. | Ni, max. | Mo, max. | Other, max. |
0.1 | 0.1 | 0.1 | 0.02 | 0.02 (each) |
Notes; 1. To be based on ladle analysis given in the mill certificate. 2. Steel complying with a national standard that meets the requirements of this Table is also acceptable. | ||||
(c) The tests for corrosion resistant steel shall be carried out for 21, 49, 77 and 98 days. The tests for conventional steel shall be carried out for 98 days. The tests for welded joints shall be carried out for 98 days.
(d) There are to be five test pieces for each test period.
(e) The size of each test piece is 25±1mm x 60±1mm x 5±0.5mm. The surface to be tested is to be taken from a position within 2 mm of one rolled surface. This surface is to be ground to bare steel and polished with an emery paper #600.
Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015 213
![]()
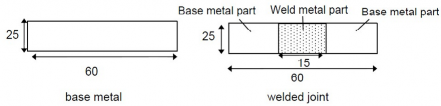
Fig 3.32.1 Test piece
(f) For welded samples, a test assembly is to be made from the same steel cast as material test in (e) but may be from a plate of different thickness. The assembly welded using the process and consumable to be approved for use with the base The size of the test piece for a welded joint is 25±1mm x 60±1mm x 5±0.5mm,
the base is to be material. including
15±5mm width of the weld metal part(excluding heat affected zone). This surface is to be ground to bare steel and polished to 600 grit finish.
(g) The surface of the test piece, except for the tested surface, shall be protected from corrosive
envi-ronment in order not to affect the test results.
(h) The test apparatus consists of a double chamber, and the temperature of the outer chamber is to be controlled.
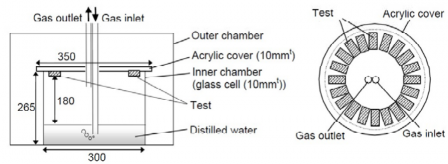
Fig 3.32.2 An example of simulated corrosion test apparatus for upper deck
(i) All the base material specimens should be located in one tank. Fig 3.32.2 only shows loca- tions of 20 specimens. The tank can be designed to hold 25 or more specimens; alter- natively specimens can be added and removed as necessary so that the appropriate time pe- riods are achieved within the total timescale of 98 days.
(j) Welded specimens may be tested with the parent material tests or tested separately against 5 conventional steel specimens.
(k) Since certain factors such as control and measurement of temperature and size of chamber may affect the corrosion rate achieved, it should be confirmed that the corrosion rate of conventional steel in the conditions and equipment of the test, satisfies the rate criteria, be- fore carrying out corrosion test for evaluation of corrosion resistant steel.
(l) To remove specimens, the chamber is to be purged with 100% nitrogen gas while the speci- mens are in the high temperature region until the specimens are dry.
(m) Simulating the condition of the actual upper deck, the test cycle runs with distilled water and simulated COT gas (4±1% O2, 13±2% CO2, 100±10ppm SO2, 500±50ppm H2S, 83±2% N2). A sufficient distance between the surface of the test piece and the distilled water is to
be kept to avoid splashing of distilled water. The minimum gas flow rate is 100 cc per mi-
nute for the first
24 hours and 20 cc per minute after 24 hours.
(n) The test pieces shall be heated for 19±2 h at 50±2°C and 3±2 h at 25±2°C and the tran- sition time is to be at least 1 h. The time for 1 cycle is 24 h. The temperature of the dis-
tilled water is to be kept at not higher than 36°C, while the temperature of the test pieces
is 50°C.
(o)
The cycling pattern of specimen temperature and temperature of distilled water should be controlled such that each cycle is as identical as possible throughout the whole corrosion
test period. These temperatures must be recorded. See Fig. 3.32.3
214 Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015
![]()
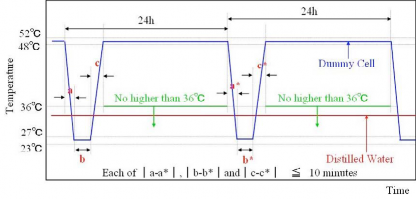
Fig 3.32.3 Schematic view of temperature controlling accuracy of specimens and distilled water during corrosion test
(p) The transition time, a, a*, c and c* in Fig 3.32.3 is the time from when the cooling and heating commences until the lower or upper temperature is reached, see Fig 3.32.4 The transition of each cycle is to be as identical as possible throughout the whole corrosion test
period. The temperature of both the specimens and the water is to throughout the test.
be continuously recorded
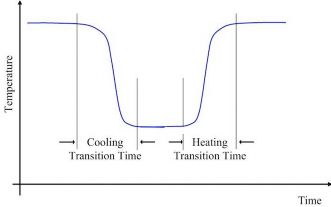
Fig 3.32.4 Transition time definition
(2) Test results of base metal
(A) Prior to the testing, the following measured data shall be reported:
(a) size and weight of the test piece
(B) After the testing, the following measured data shall be reported:
(a) weight loss (difference between initial weight and weight after testing) of conventional steel (WC) and corrosion resistant steel(W21, W49, W77 and W98);