< Previous | Contents | Next >
Section 3 Materials and Weldings
301. General
In applying to 301. 1 of the Rules, "recognized standards" means the recognized International Standards in commom or recognized National Standards.
302. Approved materials
In applying to 302. 3 of the Rules, "the requirements separatedly provided by the Society" means the following items. And the acrylic plastic viewports(or windows) means windows made of cast- ings, unlaminated polymechyl methacrylate.
1. General
(1) The design life of a window
is a function of its geometry, conversion factor, ŹĤǼY ratio, and
service environment. Windows that are expected to only compressive, or very low tensile stress-
es, have a longer design life
than those that are exposed to high tensile stresses. The design
life of windows in the first category shall be 20 years, while for the window in the latter cat- egory it shall be 10 years. The design life of windows under this standard shall be as follows,
(A) The design life of flat disk windows shown in Fig 1.5.1 shall be 10 years from the date
of fabrication.
(B) The design life of conical frustum windows shown in Fig 1.5.2 and meeting the require-
ments of this Standard shall be 10 years from the date of fabrication for Ź ĤǼY Ĥ ŊĦÈ and 20 years for ŹĤǼY ≥ ŊĦÈ
(C) The design life of duble beveled disk windows shown in Fig 1.5.3 and meeting the re- quirements of this Standard shall be 10 years from the date of fabrication for Ź ĤǼY Ĥ ŊĦÈ and 20 years for Ź ĤǼY ≥ ŊĦÈ
(D) The design life of spherical sector with conical edge, hyperhemisphere with conical edge,
and NEMO-type windows with conical edge penetrations shown in Fig 1.5.4 and meeting
the requirements of this Standard shall be 20 years from the date of fabrication.
(E) The design life of spherical sector windows with square edge and hemispherical windows with equatorial flange, shown in Fig 1.5.5 and meeting the requirements of this Standard, shall be 10 years from the date of fabrication.
(F) The design life of cylinderical windows for internal
1.5.6 shall be 10 years from the date of fabrication.
(G) The design life of cylinderical windows for external
1.5.6 shall be 20 years from the date of fabrication.
pressure applications shown in Fig
pressure applications shown in Fig
(2) The viewports(windows) other than Table 1.5.2 and 1.5.3 shall be complied with the require- ments of International Standards, ASME 2.2.7.1
(3) The permissible temperature range for acrylic plastic viewports(or windows) : -18°C ~ 66°C
(4) Maximum pressure ratio for acrylic plastic viewports(or windows) : 10 bar/sec
(5) Maximum pressure cycle : 10,000
(6) Maximum using hours under pressure of acrylic plastic viewports(or windows) : 40,000 hours
(7) Maximum working pressure for acrylic plastic viewports(or windows) : 1,380 bar
![]()
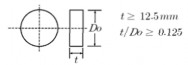
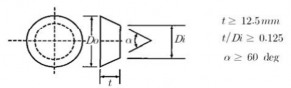
Fig 1.5.1 Flat Disk Viewports Fig 1.5.2 Conical Frustum Viewports
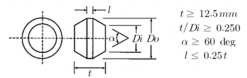
Fig 1.5.3 Double Beveled Disk Viewports
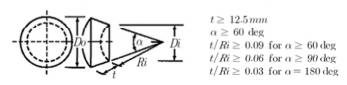
Fig 1.5.4 (a) Spherical Sector Viewports with Conical Edge
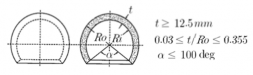
Fig 1.5.4 (b) Hyperhemepherical Viewports
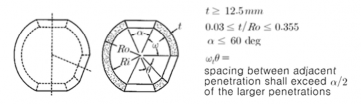
Fig 1.5.4 (c) NEMO Viewports
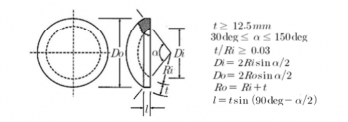
Fig 1.5.5 (a) Spherical Sector Viewports with Square Edge
![]()
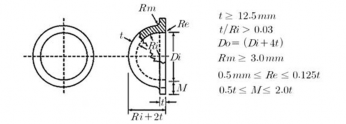
Fig 1.5.5 (b) Hemispherical Viewports with Equatorial Flange
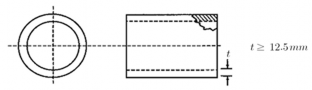
Fig 1.5.6 Cylinderical Viewports
2. Materials
(1) The materials used for acrylic plastic viewports(or windows) shall be complied with the Table 1.5.1.
(2) The manufacturer, when makes the acrylic plastic viewports(or windows) serially, shall issue the
material certificates containing the following requirements.
(A) certificate number and dates issued
(B) maker's name and address
(C) type, design and application for casting
(D) a bundle number, quantity, shape and size for casting products
(E) marks of castings
(F) test results in Table 1.5.1
(G) endorse or signature
(3) If there is not the material certificate of acrylic plastic or it is unsatisfied, each test required by the Society shall be done.
(4) Each casting shall be made by marking at least on the position a manufacturing number, mak-
er's name, dates constructed and a serial number.
3. Construction of viewports(or windows)
(1) After all viewports(or windows) are constructed by machining required and manufacturer process- ing, the heat treatment (tempering) shall be done in accordance with maker's specification.
(2) The viewport's surface shall be polished to be complied with the visual clarity required.
(3) The maker manufacturing viewports(or windows) shall get the an appropriate certificate about all matters in the process of cutting, joining, polishing, molding and heat treatments, and the certifi- cate shall contain the manufacturing date, performance test and the results.
(4) At those edge not to be put under the stress, the viewports(or windows) shall be permanently
marked with the following items, but not use of punching.
(A) a design pressure (bar)
(B) a design temperature (°C)
(C) an approved stamp by the Society
(D) a serial number and a manufactured date
4. Type and size for viewports(or windows)
(1) Type and size for viewports(or windows) shall be as same as Table 1.5.2 and 1.5.3, but for ones other than those viewports(or windows) the date shall be given independently to the Society, and then containing the purpose, the result of the function test and the manufacturing process.
(2) When constructing the viewports(or windows) the design temperature shall be ready to use the average of maximum inner temperature and outer one.
![]()
(3) When getting a pressure of viewports(or windows) inner and outer, the maximum of them shall be taken to design.
(4) In the case of the hemisphere type, the convex part shall be constructed to be pressurized.
(5) The thickness of the viewports(or windows) shall be equal to all the places, and are requested to comply with the Table 1.5.2 and 1.5.3.
(6) At the surface of viewports(or windows) with conical or convex type, the nominal external
spherical radius shall be less than ± 0.5 % of the difference from ideal spherical sector.
(7) The surface roughness of viewports(or windows) shall be of 0.75 or less of the value.