Iranian Classification Society Rules

< Previous | Contents | Next >
Section 4 Welding Procedure Qualification Tests
401. General
1. Application
In application to 401. 1 (2) of the Rules, the welding procedure qualification tests on materials for machinery installations are to be as follows.
(1) Application
(A) The requirements are to apply to the welding procedure qualification tests for boiler, pres- sure vessels and piping system.
(B) The requirements, other than this requirement, are to be in accordance with Ch 2,
the Rules.
(2) General requirements of WPQT
Sec 4 of
(A) The manufacturers are to conduct the welding procedure qualification tests, if they plan to carry out for the first time the welding word as follows.
(i) Welding work for boiler, Class 1 and Class 2 pressure vessels
(ii) Welding work for principal components of machinery (the principal components specified in Table 5.2.1 of Pt 5, Ch 2 and Ch 3 of the Rules) and piping system
(iii)Welding work using special materials
(iv)Welding work using special welding process
(B) Where the procedure qualification test is required, the following data and information in connection with the welding procedure qualification tests are, in general, to be submitted
and reviewed. :
(i) Outline of plant facilities and equipment (outline of plant installations, type and number of important welding machines, outline of facilities for heat treatment and installations
for test and inspection)
(ii) Qualification and number of welders
(iii) Production records of welded constructions
(iv) Data covering the welding quality control system and working process standards
(v) Welding procedure intended to be tested, and type or name of product to which the welding procedure is to be applied
(vi) Maximum plate thickness of above product, kind and specification of material
(vii)Draft proposal for welding procedure qualification tests(type of test, sampling procedure of test specimens and dimensions of test specimens etc, are to be specified)
(3) Welding procedure qualification tests
(A) Where procedure qualification test is required, the test assembly is to be welded in
same or similar environment and the qualification tests are to be carried out under welding conditions given in the welding procedure specifications.
(B) The qualification test is to be carried out in the presence of the Society's surveyor.
(4) Tests for butt and fillet welded joints
(A) Kinds of test and number of specimens taken from test assembles
The kinds of test and number of specimens are to comply with Table 2.2.7 of Guidance.
(B) Test assemblies, test specimens and testing procedure
The dimensions and types of test assemblies and test specimens, and testing procedure to comply with Pt 2, Ch 2, Sec 4 of the Rules.
the
the
the are
403. Welding procedure qualification tests(WPQT)
1. Welding procedure qualification tests for duplex stainless steels
In application to 403. 5 of the Rules, the welding procedure qualification tests for duplex stainless steels are to comply with the followings:
(1) General
(a) The requirements for approval test items, test methods and acceptance criteria, other than this requirement, are to be in accordance with Pt 2, Ch 2, Sec 4 of the Rules.
(b) Approval range is to be in accordance with Pt 2, Ch 2, 407. of the Rule. The lower limit
of heat input approved is 15 % lower than that used in welding the test piece. And the up- per limit of heat input approved is 15 % greater than that used in welding the test piece.
![]()
Guidance Relating to the Rules for the Classification of Steel Ships 2015 33
![]()
(2) Impact test
Requirements in Pt 2, Ch 2, Sec 4. of the Rule
-20°C is to be satisfied.
(3) Corrosion resistance test
are to be followed for impact test. 27J at
(a) The duplex with equal or higher corrosion resistance of Type 25Cr shall be corrosion tested
in accordance with ASTM G48 Method A. But under non corrosive area, welding between duplex stainless steels and other stainless, carbon steels may not need to be tested for corro- sion resistance.
(b)
(c)
(e)
(f)
The test temperature shall be 40°C and the exposure time shall be minimum 24h.
The test specimens shall have a dimension of full wall thickness by 25mm along the weld and 50mm across the weld. The test shall expose the face and root surface and a cross sec-
tion surface including the weld zone in full wall thickness.
Pickling may be performed for 5 min at 60°C in a solution of 20% HNO3 + 5% HF.
Acceptance Criteria
(i) There shall be no pitting at 20 X magnification.
(ii) The weight loss shall not exceed 4.0 g/m2.
(4) Micro structure test
(a) The test specimen shall be examined and comprise a cross section of the weld metal, HAZ and the base metal.
(b) The micro structure shall be suitably etched and examined at 400 X magnification and shall have grain boundary with no continuous precipitations and the inter-metallic phases, nitrides
and carbides shall not in total exceed 0.5%.
(c) The ferrite content in the weld metal root and in the last bead of the weld cap shall be de- termined in accordance with ASTM E 562 and shall be in the range of 30% to 70%.
404. Butt welded joints
1. Kinds of test
"where found necessary by the Society" referred in 404. 2 of the Rules means where the properties are difficult to be investigated by test of Table 2.2.4 of the Rules.
2. Tensile test
(1) In application to 404. 7 (1) (e) of the Rules, "lower toughness grade of steel" means grade D
of Fig 2.2.4, (1) of the Guidance.
(2) In application to 404. 5 (2) of the Rules, "lower strength grade of steel" means grade E of
Fig 2.2.4, (2) of the Guidance.
(3) "Where the consumables are avoidably applied" of 404. 5 (3) of the Rules means as follows.
(a) For the urgency of the corresponding work schedule
(b) For a small quantity of welding consumables with the rare frequency of the survey in ture
(4) "where found necessary by the Society" referred in Note (1), Table 2.2.4 of 404. 5 of
fu-
the
Rules means where the properties are difficult to be investigated by test of
Rules.
Table 2.2.4 of
the
(5) "where found necessary by the Society" referred in Note (6), Table 2.2.4 of 404. 5 of Rules means where the toughness of steels need to be investigated.
3. Impact tests
the
In application to Note (1), Table 2.2.7 of 404. 7 (1) (b) of the Rules, two additional sets of specimens for thickness above 50mm impact test shall be taken from the root area. The locations of V-notch are center of weld "WM" and on fusion line "FL".
![]()
34 Guidance Relating to the Rules for the Classification of Steel Ships 2015
![]()
Table 2.2.7 Kinds of Test and Number of Specimens taken from Test Assemblies
Divisions | Kinds of test and number of specimens taken from test assembles (1)(2) | |||||||||||
Butt welded joints | Fillet welded joints | |||||||||||
Visual inspection | radiographic examination | M acro- structure inspection | Hard- ness test | Tensile test | Bend test(4) | Impact test(5)(6) | M acro- structure inspection | Visual insp. | Fracture test | |||
No. of sets | Position of notch | |||||||||||
Welding of boiler and pressure vessel | Boiler and class 1 pressure vessel | welding position | welding position | 1 | 1 | 2 | 4 | 3 | a, b, c | 1 | welding position | 2 |
Class 2 pressure vessel | 1 | 1 | 2 | 4 | - | - | ||||||
Class 3 pressure vessel | The tests may be omitted according to the discretion of the Surveyor. | |||||||||||
Welding of piping(8) | The pipes for ordinary piping | welding position | welding position(3) | 1 | 1 | 2 | 4 | - | - | 1 | - | 2 |
The pipes used for high temperature and high pressure(7) | 1 | 1 | 2 | 4 | 1 | a | ||||||
Notes : (1) In a case where special materials are used, special welding procedure is employed or where deemed necessary by the Society, the other tests or test conditions than those specified in this Section for the welding procedure qualification may be required (2) For the welding procedure qualification tests on materials used at high temperature, the Society may re- quire a creep test or high temperature tensile test. (3) For those with an outer diameter of 130 mm or above, and with a design working pressure 30 or above, and further with maximum design temperature over 400 . However, even for the pipes having an outer diameter of less than 130 mm, radiographic examination depending on material and working condition may be required. (4) Where preparation of the above test specimens is not possible depending on pipe's diameter, test speci- mens for face bend test and root bend test may be reduced to one set each for those of 19 mm thick- ness or less, and for side bend test may be reduced to one set for those of over 19 mm. (5) Position of notch is as shown in Fig 2.2.7 of the Rules. (6) In a case where preparation of impact test specimens is not possible depending on pipe's dimensions or in case where welding is made with a base metal having no impact value required, impact test may be omitted subject to the approval of the Society. (7) For steam pipes and flanges to be used in the place where the design pressure is not less than 30 (8) Regardless of the above, as for those of less than 50 mm in outer diameter, test assemblies are to be prepared by two sets, one for tensile test, the other for macro, micro structure and hardness distribution examinations to be carried out respectively. | ||||||||||||
![]()
![]()
![]()
Fig 2.2.4 Butt Welds between Different Steel Grades
![]()
Guidance Relating to the Rules for the Classification of Steel Ships 2015 35
![]()
4. Non-destructive inspection
In application to 404. 9 of the Rules, the relevant Rules for the acceptance criteria of non-destruc- tive inspection are to be in accordance with the following. However, if agreed by the Society, im- perfections detected by visual or non-destructive testing may be assessed in accordance with ISO 5817, class B.
(1) Rolled steels for hull - Annex 2-7
(2) High strength quenched and tempered steels for welded structures - Annex 2-7 or Pt 7, Ch 5
of the Rules
(3) Rolled steels for low temperature service - Pt 7, Ch 5 of the Rules
(4) Materials for machinery installation(boilers, pressure vessel and piping system) - Pt 5, Ch Ch 6 of the Rules
5. Hardness test
The hardness test specified in 404. 10 of the Rules is to be as follows.
(1) Hardness distribution at positions shown in Fig 2.2.5 of the Guidance is to be measured.
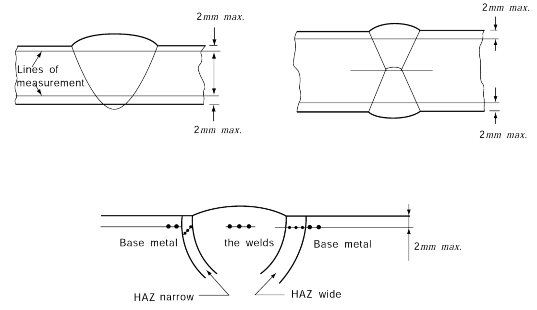
Fig 2.2.5 Hardness Test (Units : mm)
(2) Hardness test is required for steel for low temperature service(Ni steels).
(3) Measuring load is to be 10 kg vickers and measuring intervals are to be 1 mm.
405. Test for fillet welded joints
1. Kinds of test
"if found necessary by the Society" referred in 405. 2 of the Rules means where the properties defects are difficult to be investigated by test of the Rules.
2. Hardness test
5 or
and
In application to 405. 7 of the Rules, hardness test, if required, is to comply with the following requirements :
(1) Hardness test is to be carried out in accordance with Fig 2.2.6 of the Guidance.
(2) Hardness test is required for steel for low temperature service(Ni steels).
(3) Measuring load is to be 10 kg vickers and measuring intervals are to be 1 mm.
![]()
36 Guidance Relating to the Rules for the Classification of Steel Ships 2015
![]()
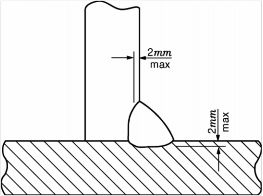
Fig 2.2.6 Hardness test for fillet welded joint (unit : mm)
406. Retests and Procedure qualification records(PQR)
1. Procedure qualification records(PQR)
In application to 406. 2 (1) of the Rules, the term "the discretion of the Society" means the ac- ceptance in accordance with Pt 1, Ch 1, 104. or 105. of the Guidance.
407. Validity of qualified welding procedure specification
1. Validity of qualified welding procedure specification for aluminium alloy
In application to 407. 1 (4) of the Rules, the validity of qualified welding procedure specification for aluminium alloy is to comply with the followings:
(1) General
(a) The approval of the WPS obtained by a shipyard or a manufacturer is valid for welding in
all its workshops under the same technical and quality control.
(b) All the conditions of validity stated below should be met independently of each other.
Changes outside of the ranges specified may require a new welding procedure test.
(2) Base metal
(a) The aluminium alloys are grouped into three groups:
(i) Group A: aluminium-magnesium alloys with Mg content = 3.5 % (alloy 5754)
(ii) Group B: aluminium-magnesium alloys with 4% = Mg = 5.6 % (alloys 5059, 5083, 5086, 5383 and 5456)
(iii) Group C: aluminium-magnesium-silicon alloys (alloys 6005A, 6061 and 6082)
(b)
(c)
For each Group, the qualification made on one alloy qualifies the procedure also for the other alloys of the same Group with equal or lower specified tensile strength after welding. The qualification made on Group B alloy qualifies the procedure also for Group A alloys.
(3) Thickness
(a) The qualification of a WPS carried out on a test assembly of thickness t thickness range given in Table 2.2.8.
is valid for the
![]()
Table 2.2.8 Range of qualification for parent material thickness
Thickness of the test piece t (mm) | Range of approval |
t 3 | 0.5t ~ 2t |
3 < t 20 | 3 ~ 2t |
t > 20 | 0.8t |
![]()
(b) In case of butt-joints between dissimilar thickness, t is the thickness of the thinner material.
![]()
Guidance Relating to the Rules for the Classification of Steel Ships 2015 37
![]()
In case of fillet joints between dissimilar thickness, t is the thickness of the thicker material.
(c) In addition to the requirements of Table 2.2.8, the range of qualification of the throat
thickness a is given in Table 2.2.9.
Table 2.2.9 Range of qualifications for the throat thickness of fillet welds
Throat thickness of the test piece, a(mm) | Range of qualifications |
a < 10 | 0.75a ~ 1.5a |
a | 7.5 |
![]()
(d) Where a fillet weld is qualified by means of a butt weld test, the throat thickness range qualified should be based on the thickness of the deposited weld metal.
(e) Where the majority of production work is fillet welding, an additional fillet weld test may
be required.
(4) Welding position
The range of qualification of the welding position is given in Table 2.2.10. The vertical down- wards (VD) position is required in any case separate welding procedure test.
Table 2.2.10 Range of qualifications for welding position
Test Position | Welding positions in actual welding position |
F(flat) | F |
H(horizontal) | F, H |
VU(vertical-up) | F, H, VU |
OH(overhead) | F, H, OH |
NOTES: (1) A qualification position performed on a butt weld will also qualify for fillet welding within the thickness ranges specified for fillet welds specified in (3) (a) above but not vice versa. | |
(5) Type of joint
The range of approval for the types of joint in relation to the type of joint used in the proce- dure qualification test is as follows:
(a) butt-joint welded from one side with backing qualifies also for welding from both sides with
gouging;
(b) butt-joint welded from one side without backing qualifies also for welding from one side with backing, from both sides with gouging and from both sides without gouging;
(c) butt-joint welded from both sides with gouging only qualifies that condition,
(d) butt-joint welded from both sides without gouging qualifies also for welding from both sides with gouging and from one side with backing.
(6) Welding process
(a) The approval is valid only for the welding process used in the welding procedure test.
(b) It is not permitted to change a multi run deposit into a single run (or single run on each side) or vice versa for a given process.
(c)
(d)
In the case of a multi-process procedure, the approval is only valid for applying the proc- esses in the order used during the procedure qualification tests.
For multi-process procedures each welding process may be approved separately or in combi- nation with other processes.
(7) Welding consumables
The welding consumable used in the qualification tests qualifies:
(a) Approved welding consumables of the same strength as the consumable used in the proce- dure qualification tests.
(b)
Approved welding consumables of higher strength than the consumable used in the proce- dure qualification tests.
![]()
38 Guidance Relating to the Rules for the Classification of Steel Ships 2015
![]()
(c) The qualification given to shielding gas and backing gas is restricted to the gas/gas mixture used in the welding procedure test, see ISO 14175 or other recognised standards for gas designations.
(8) Type of current
Changes in the type of current (A C , D C , pulsed) and polarity require a new welding procedure qualification.
(9) Preheat and interpass temperature
The lower limit of approval is the preheat temperature applied at the start of the welding proce- dure test. The upper limit of approval is the interpass temperature reached in the welding proce- dure test.
(10) Post-weld heat treatment or ageing
Addition or deletion of post weld heat treatment or ageing is not permitted except that artificial ageing for 6000 series alloys gives approval for prolonged natural ageing.
2. In application to 407. 2 (1), (6) (b), (8) (c) of the Rules, the terms "deemed appropriate by the Society" and "the discretion of the Society" mean the acceptance in accordance with Pt 1, Ch 1,
104. or 105. of the Guidance.
408.
1.
Welding Procedure Qualification Test for YP47 Steel Plates
Approval test items, test methods and acceptance criteria not specified in this Instruction are to be in accordance with Pt 2, Ch 2, Sec 4 of the Rule.
2. Approval range
Approval range is to be in accordance with Pt 2, Ch 2, 407. of the Rule.
3. Impact test
Requirements in Pt 2, Ch 2, Sec 4 of the Rule are to be followed for impact test. 64J at -20°C is to be satisfied.
4. Hardness
HV10, as defined in Pt 2, Ch 2, Sec 4 of the Rule, is to be not more than 380. Measurement points are to include mid-thickness position in addition to the points required by Pt 2, Ch 2, Sec 4 of the Rule.
5. Tensile test
Tensile strength in transverse tensile test is to be not less than 570![]()
6. .
Brittle fracture initiation test
(1) Deep notch test or CTOD test may be required. However Brittle fracture test may be waived for the welding procedure of heat input less than 200kJ/cm.
(2) Test method and acceptance criteria are to be in accordance with 3 (3), (B) of this Instruction.
(A) Deep notch test or Crack Tip Opening Displacement (CTOD) test is to be carried out and the result is to be reported.
(B) CTOD test is to be carried out in accordance with BS 7448 or equivalent.
(C) When performing the deep notch test, manufacturer is to submit the detailed test procedure
(D) Manufacturer is to be consulted with the Society the dimension
dition, etc.
(3) Test assemblies are to be welded for highest heat input and lowest
applicable tests are to be made on those assemblies.
of test specimen, test con-
heat input position and all
![]()
Guidance Relating to the Rules for the Classification of Steel Ships 2015 39
![]()