واحد مواد و تجهیزات
نقش قانونی و عرفی موسسات رده بندی به عنهوان مرجع کارشناسی مستقل در انجام ممیزی ها، بازرسی ها و تأیید مواد و تجهیزات دریایی به رسمیت شناخته شده و تنها راه حضور با کیفیت مداوم و مستمر تأمین کنندگان صنایع دریایی از طریق موسسات رده بندی است. یكی از مهمترین اهداف این موسسه، ارائه خدمات بازرسی و ردهبندی به مالكین، صنعتگران و تولید کنندگان با مقید بودن به صرفهجوئی در زمان،كیفیت بالای خدمات ارائه شده و هزینة كمتر در مقایسه با مؤسسات ردهبندی بینالمللی میباشد ضمن اینكه قوانین و مقررات مصوبه این موسسه (Rules & Regulation) دقیقاً منطبق با مفاد مورد تأیید و به روز انجمن بینالمللی مؤسسات ردهبندی (IACS) میباشد.

زمانی که شرکت سازنده فارغ از اینکه سیستم کنترل کیفیت یا مدیریت کیفیت آن به چه نحوی است برای یک نمونه یا محموله از محصول خود و یا سازنده شناور به منظور استفاده از یک نمونه و یا محموله از محصول قصد دریافت تاییدیه را داشته باشند، تاییدیه تست نمونه صادر می گردد
روند و مراحل كلی اخذ تائیدیه نمونه محصول و گزارش تست محموله بشرح زیر می باشد:
- دریافت مدارك و مستندات ارائه شده از سوی شركت درخواست كننده تأییدیه
- بررسی و بازنگری كلیه مدارك و مستندات ارائه شده
- انجام بازدید و كنترل محصولات
- انتخاب نمونه محصول تولیدی وانجام آزمایشات فنی مورد نیاز بر روی آن بر اساس استانداردهای مشمول
- بررسی نتایج و صدور گواهینامه تایید یه تست محصول در صورت تائید موارد فوق
- تكمیل فرم درخواست پیوست برای محصولات مورد درخواست
- استانداردهای مورد استفاده در فرآیند تولید و تست محصولات
- رزومه كاری شركت در زمینه فعالیت های مورد نظر
- مدارک، محاسبات و نقشه های طراحی مربوط به محصول
- روش اجرایی یا فلوچارت فرآیند تولید شامل کلیه مراحل ساخت، بازرسی و تست محصولات
- گزارشات مربوط به انجام تست های مکانیکی، تست های غیرمخرب و ...
- ارائه کتابچه تعمیرات، نگهداری و عملیات محصول
این نوع تاییدیه محصول، هنگامی است که یک سازنده، خواهان اخذ تاییدیه برای یك یا چند نوع از محصولات تولیدی خود بوده و با أخذ این تأییدیه از موسسه کل پروسه تولید (خط تولید) محصول مورد درخواست (به تعداد نامحدود) تأیید می گردد.
- دریافت مدارك و مستندات ارائه شده از سوی شركت درخواست كننده تأییدیه
- بررسی و بازنگری كلیه مدارك و مستندات ارائه شده
- برنامه ریزی و هماهنگی برای انجام ممیزی اولیه به لحاظ استقرار سیستم تضمین کیفیت و زیرساخت ها در محل شركت
- بازرسی از خط تولید و انجام آزمایشات فنی مورد نیاز بر روی تولیدات بر اساس استانداردهای مشمول
- بررسی نتایج و صدور گواهینامه تایید نوع محصول در صورت تائید كلیه موارد فوق
- انجام هماهنگی و ارائه برنامه جهت ممیزی، بازرسی و آزمایشات ادواری مورد نیاز برای حفظ اعتبار گواهینامه
- تکمیل فرم درخواست
- مدارك، نقشهها، طرح، راهنمای كاربری و دستورالعمل تعمیر و نگهداری و بررسی مدارك و مستندات فنی دستگاه
- مدارک مرتبط با ساختار سازمانی شرکت از جمله چارت سازمانی، ساختار مدیریتی شرکت و ... .
- رزومه کاری شرکت
- لیست کارکنان شرکت شامل نام، دورههای آموزشی گذارنده شده توسط فرد، گواهینامهها و سوابق كاری مرتبط
- لیست تجهیزات مورد استفاده در فرآیند تولید، شامل اطلاعاتی از قبیل سازنده، نوع تجهیز، آخرین تاریخ کالیبراسیون و ... همراه با گواهینامه های کالیبراسیون آنها (در صورت نیاز)
- لیست نمایندگی ها، شرکت های تابعه، دفاتر و شعبات آن شرکت (در صورت وجود)
- استانداردهای مورد استفاده در روند طراحی و تولید محصولات
- گواهینامه و تاییدیه های اخذ شده از سایر مراجع ذیربط (در صورت وجود)
- مدارك مورد نظر جهت بازنگری سیستم تضمین كیفیت: ( بررسی موارد ذیل در محل آن شرکت محترم صورت میپذیرد):
-
- نظامنامه كیفیت
- دستورالعملها و فرمهای تضمین كیفیت شامل :
-
- دستورالعمل/ روش اجرایی كنترل كیفیت
- دستورالعمل كنترل تجهیزات
- دستورالعمل تعمیرات و نگهداری و کالیبراسیون تجهیزات
- دستورالعملها و روشهای اجرائی انجام تستهای مختلف برای كنترل كیفیت محصولات
- دستورالعملها و فرمهای مربوط به گزارش دهی واحد كنترل كیفیت
- دستورالعمل آموزش و تایید صلاحیت پرسنل
- دستورالعمل کدگذاری فعالیت های شرکت
- دستورالعمل ارزیابی تامین کنندگان و پیمانکاران
- دستورالعمل انبارش
- دستورالعمل خرید
بصورت كلی با توجه به سطح سیستم مدیریت كیفیت و همچنین عملكرد و كیفیت محصولات تولیدی، روش تولید محصول و...روند و مراحل كلی اخذ تأییدیه برای هر متقاضی و بعد از دریافت اطلاعات و انجام بازرسی ها و ممیزی های اولیه تبیین خواهد شد. به عنوان مثال:
- در صورتیكه سیستم مدیریت كیفیت خط تولید، دارای گواهینامه معتبر از موسسات گواهیدهنده معتبر باشد، صرفاً به دریافت مدرك مربوطه و بازنگری آن در هنگام بازدید از خط تولید اقدام خواهد شد.
- محصولاتی كه از موسسات ردهبندی معتبر دارای گواهینامههای تأیید انواع محصولات باشند، تأییدیه این موسسه نیز پس از بررسی و صحت و اعتبار این گواهینامه ها و همچنین در صورت لزوم انجام ممیزی و تستهای لازم برای تأیید این صحت و اعتبار صادر خواهد شد. البته لازم به یادآوری است در خصوص این محصولات نیز همانند یك محصول جدید اطلاعات و مستندات مورد نیاز آن از متقاضی جهت بازنگری روند تأیید محصولات موسسه قبلی و همچنین تكمیل اطلاعات مورد مورد نیاز این موسسه اخذ خواهد شد.
- در خصوص محصولاتی كه قبلاً در یك شركت تولید شده و دارای گواهینامههای معتبر نیز در زمان خود بودهاند، در صورتی كه آن شركت دارای گواهینامه سیستم مدیریت كیفیت معتبر از موسسات شناخته شده باشند، این موسسه بنا به درخواست متقاضی با دریافت كلیه اطلاعات مدارك و مستندات مورد نیاز به منظور بازنگری تأییدیه قبلی ، نسبت به انجام روال تأیید آن محصولات نیز اقدام خواهد نمود. البته در این خصوص متقاضی میبایست درخواست شروع تولید خود را با تعهد تضمین روال و كیفیت تأیید شده در زمان مربوطه به این موسسه اعلام نماید.
هنگامی که شرکت ها و مراکز ارائه دهنده خدمات به صنایع دریایی خواهان اخذ گواهینامه قابلیت و توانایی ارائه کلیه یا برخی از خدمات خودباشند، گواهینامه تایید تامین کنندگان خدمات صادر می گردد. روند انجام کار:
- بررسی مدارک و مستندات موردنیاز
- ممیزی از شرکت به لحاظ استقرار سیستم تضمین کیفیت و زیرساخت ها
- ارائه خدمات به صورت تصادفی
- بررسی نتایج و صدور گواهینامه تایید تامین کنندگان خدمات
- ممیزی دوره ای ، ظهرنویسی و تمدید اعتبار گواهینامه

- تكمیل فرم درخواست پیوست برای خدمات مورد درخواست (به صورت مجزا برای خدمات مورد درخواست)
- مشخصات شرکت، چارت سازمانی، ساختار مدیریتی و نحوه استقرار سیستم مدیریت کیفیت
- لیست پرسنل شامل نام، دورههای آموزشی گذارنده شده توسط فرد، گواهینامهها و سوابق كاری مرتبط (به صورت مجزا برای خدمات مورد درخواست)
- لیست نمایندگی ها، دفاتر و شعبات ارائه خدمات آن شرکت (در صورت وجود)
- رزومه كاری شركت در خصوص محدوده خدمات تخصصی قابل ارائه
- گواهینامه ها، مجوزها و تأییدیههای اخذ شده از سایر مراجع مربوطه
- دستورالعملها و روشهای اجرائی مدون جهت انجام کلیه فعالیت های شرکت در زمینه خدمات قابل ارائه (به صورت مجزا برای خدمات مورد درخواست)
- برنامه آموزشی مدون جهت آموزش نفرات فنی، ناظرین و اپراتورها (به صورت مجزا برای خدمات مورد درخواست)
- لیست دوره های آموزشی گذرانده شده توسط پرسنل در زمینه خدمات قابل ارائه (به صورت مجزا برای خدمات مورد درخواست)
- لیست تجهیزات مورد استفاده در روند ارائه خدمات قابل ارائه شامل اطلاعاتی از قبیل سازنده، نوع تجهیز، آخرین تاریخ کالیبراسیون و ... همراه با گواهینامه های کالیبراسیون آنها و دفترچه های مربوط به تعمیر ونگهداری (به صورت مجزا برای خدمات مورد درخواست)
- دستورالعمل یا راهنمای استفاده از هریک از تجهیزات مورد نیاز در زمینه خدمات قابل ارائه (به صورت مجزا برای خدمات مورد درخواست)
- استانداردهای استفاده شده در روند ارائه خدمات (به صورت مجزا برای خدمات مورد درخواست)
- مدارك سیستم كیفیت به شرح ذیل:
-
- نظامنامه كیفیت
- دستورالعملها و فرمهای كنترل كیفیت شامل:
-
- دستورالعمل ممیزی دورهای كیفیت درون سازمانی
- دستورالعمل کنترل مدارک و مستندات
- دستورالعمل ثبت وقایع و ارائه گزارشات عملکردی
- دستورالعمل كنترل پیمانكاران ( در صورت وجود)
- دستورالعملها و فرمهای مربوط به گزارش دهی به سیستم كنترل كیفیت شركت
- دستورالعمل آموزش و تایید صلاحیت پرسنل
- ثبت نظر مشتریان و اقدامات صورت گرفته
برای تایید صلاحیت جوشکاران مراحل زیر انجام می شود:
- آزمون جوشکاران با توجه به WPS های مورد تایید (توسط موسسات رده بندی) ارائه شده از سوی آن شرکت محترم انجام خواهد شد.
- انجام آزمونها با حضور كارشناس این مؤسسه انجام خواهد شد و در صورت تأیید بازرسی چشمی، نمونه ها جهت انجام تست های مربوطه به آزمایشگاه های مورد تأیید موسسه ارسال خواهند گردید .
- آزمون جوشكاران مطابق جدول زیر برای هركدام از حالت های مشخص شده می تواند برگزار شود:
| WELD | POSITION |
|---|---|
| Plate - Fillet | 1F, 2F, 3F, 4F |
| Plate - Groove | 1G, 2G, 3G, 4G |
| Pipe - Groove | 1G, 2G, 5G, 6G |
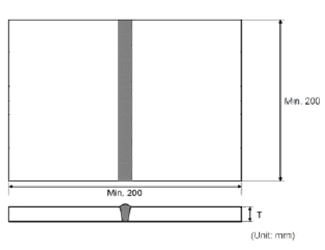
- حداقل ابعاد مورد نیاز (mm) برای تست جوشكاری ورق نفوذی جوش سر به سر (Butt Weld)
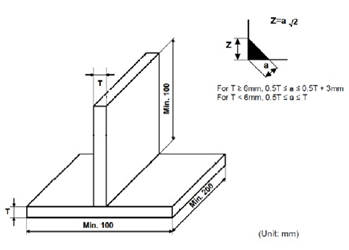
- حداقل ابعاد مورد نیاز (mm) برای تست جوشكاری ورق جوش گوشه (Fillet Weld)
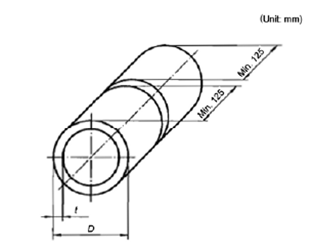
- حداقل ابعاد مورد نیاز(mm) برای تست جوشكاری لوله سر به سر (butt weld in pipe)
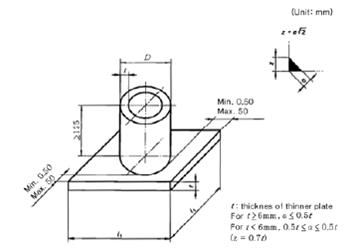
- حداقل ابعاد مورد نیاز(mm) برای تست جوشكاری گوشه ای لوله (Fillet weld in pipe)
براساس روال، قوانین و مقررات مؤسسات رده بندی و همچنین قوانین سازمان بنادر و دریانوردی، کلیه شركت ها و مؤسساتی كه قصد ارائه خدمات به شناورها، شركت ها و مؤسسات دریایی تحت کلاس مؤسسات رده بندی را داشته باشند می بایست از این مؤسسات جهت خدمات خود تأییدیه دریافت نمایند.
- تایید کارگاههای شناورهای فلزی: روند اخذ تأییدیه از این موسسه جهت ارائه خدمات شرکتها به شرح ذیل می باشد:
-
- تکمیل فرم درخواست
- بازرسی اولیه از کارگاه به منظور آشنایی با ساختمانها، تجهیزات، ماشین آلات و نیروی انسانی، همچنین بررسی شرایط کاری آن شرکت محترم
- بررسی بازنگری مدارک و مستندات ارائه شده توسط کارگاه
- برنامهریزی و هماهنگی جهت انجام ممیزی در محل و بررسی توانایی شرکت برای برآوردن الزامات ارائه شده و الزامات فرآیند جوشکاری و فعالیتهای مرتبط با آنها
- برنامهریزی و هماهنگی جهت انجام ممیزی در محل و بررسی توانایی شرکت برای برآوردن الزامات ارائه شده و الزامات فرآیند جوشکاری و فعالیتهای مرتبط با آنها
- انجام هماهنگی و ارائه برنامه جهت ممیزیهای ادواری آینده
لیست مدارک و مستنداتی که در بازرسی ها و ممیزی های این موسسه مد نظر قرار میگیرد به شرح زیر است (در صورت نیاز مدارک مربوطه اخذ خواهد شد)
- مشخصات کلی کارگاه
-
- موقعیت کارگاه به همراه نقشه های جغرافیایی وساختمانها به همراه اطلاعات مربوط به کارگاهها، انبارها و آزمایشگاهها
- رزومه کاری شرکت
- چارت سازمان شرکت
- لیست کارشناسان و کارکنان آن شرکت محترم به همراه تخصص آنها
- لیست پیمانکاران طرف قرارداد و محصولات تولیدی آنها (تأمین کنندگان و ارائه دهندگان خدمات فنی و کارگاهی)
- مدارک مورد نیاز جهت بازنگری سیستم مدیریت کیفیت :
-
- نظامنامه کیفیت
- دستورالعمل سیستم کنترل مدارک و مستندات
- دستورالعمل ساخت
- دستورالعمل ردیابی کنترل محصول نامنطبق
- دستورالعمل کنترل کیفیت
- دستورالعمل خرید
- دستورالعمل انبارداری
- دستورالعمل تعمیر و نگهداری تجهیزات و ماشین آلات
- دستورالعمل ایمنی کارگاهی
- دستورالعمل کالیبراسیون دستگاههای اندازه گیری و تجهیزات بازرسی
- دستورالعمل جوشکاری، خمکاری و برشکاری
- دستورالعمل آزمون وتأیید صلاحیت جوشکاران
- دستورلعمل آموزش پرسنل
- برنامه زمانبندی کنترل کیفیت و بازرسی خط تولید( QC Plan)
- دستورالعمل ممیزی کیفیت دورهای درون سازمانی
- دستورالعمل و روش اجرایی تست های غیر مخرب و عملیات حرارتی
- دستورالعمل کنترل پیمانکاران
- لیست مشخصات ماشین آلات وتجهیزات ساخت و تعمیر وبازرسی در کارگاه :
-
- تجهیزات جوشکاری، برشکاری و خمکاری
- تجهیزات بالابری
- تجهیزات جابجایی قطعات
- تجهیزات اطفاء حریق و ایمنی
- تجهیزات حفاظت دستگاهها در مقابل شرایط جوی
- تجهیزات انبارداری
- تجهیزات سیستم کنترل کیفیت و بازرسی
- تجهیزات عملیات حرارتی قبل و بعد از جوشکاری
- تجهیزات قید و بست ها
- تجهیزات پخت الکترود
- تجهیزات و امکانات تستهای غیر مخرب
- تجهیزات اندازه گیری و کنترلهای ابعادی
- تایید کارگاه های شناورهای فایبرگلاس: روند اخذ تأییدیه کارگاه در این موسسه بر اساس استاندارهای كارگاهی و نیازمندی های اولیه جهت ساخت شناور های فایبر گلاس به شرح ذیل می باشد:
-
- کارگاه و لایه گذاری
-
- کف کارگاه میبایستی سیمانی یا موزاییک باشد. (کف کارگاه باید بنحوی باشد که از ایجاد گرد و خاک جلوگیری کند)
- ساختمان کارگاه باید کاملاً مسدود بوده و بصورتی باشد که باران، نم و گرد و غبار به داخل نفوذ نکند و در محل اتصال دیوارها و سقف کارگاه هیچ شکافی موجود نباشد
- کف کارگاه میبایستی تمیز و عاری از هر آلودگی و گرد و غبار باشد.
- از درب ها و پنجره ها برای تهویه و کنترل دما استفاده نشود.
- با توجه به دما و رطوبت در منطقه، لایه گذاری در ساعات اولیه صبح یا پایان روز صورت گیرد.
- سوله کارگاه مجهز به سیستم آتش نشانی آب پرفشار و لوله کشی و جعبه های نازل مربوطه باشد. (در صورت عدم وجود این سیستم حداقل دو عدد کپسول چرخدار Co2 به وزن 30 کیلوگرم و یا 45 کیلوگرم فوم تهیه شود.)
- جهت لایه گذاری بر روی قالب، کفش جداگانه تهیه شود.
- لباس کارگران آستین بلند بوده و تمام بدن بایستی از تماس مستقیم با مواد محفوظ باشد.
- حتی الامکان کارگاه جوشکاری و نجاری خارج از سوله لایه گذاری باشد.
- درب های کارگاه قالب گیری
-
- درب های کارگاه می بایستی به گونه ای باشد که از تغییرات محسوس دما و ایجاد رطوبت و نفوذ گرد و خاک و بخار آب به فضای کارگاه جلوگیری کند.
- درب های اصلی به اندازه کافی جهت حمل تولیدات و وسایل، بزرگ باشند.
- درب های کارگاه بخصوص در هنگام لایه گذاری بسته باشد.
- درب های کوچک کارگاه می بایستی جهت ورود و خروج به صورت خودکار بسته شوند. (درب ها پس از باز شدن، بوسیله فنر به صورت خودکار بسته شوند.)
- کنترل دما
-
- دمای کارگاه در هنگام لایه گذاری برابر شرایط استاندارد بایستی بین 25-16 درجه سانتیگراد باشد.
- دماسنج های سالم و کاربردی در محل های مناسب نصب شوند. دماسنج ها باید در محلی قرار گیرند که خواندن آنها نیاز به دست زدن به آن نداشته باشند و یا از آغشته شدن به رزین محفوظ بماند.
- برای تهویه هوا و تعدیل دما، فن ها و پنکه های مکنده، با قدرت و تعداد مناسب در دیوار و سقف کارگاه نصب شود.
- کنترل رطوبت
-
- حداکثر رطوبت کارگاه در هنگام لایه گذاری برابر شرایط استاندارد 70% باشد.
- رطوبت سنج های سالم در کارگاه نصب شوند که با آنها بتوان رطوبت را به سهولت و مستقیماً اندازه گرفت.
- روشنایی کارگاه
-
- نور مصنوعی کارگاه ار لامپ فلورسنت با لامپ رشته ای تأمین شود.
- لامپ رشته ای حداقل 2 متر بالای سطح قالب قرار گیرد.
- نور طبیعی نباید به صورت مستقیم بر روی لایه گذاری یا رزین بتابد.
- رزین و شرایط انبارداری
-
- رزین ها در انبار جداگانه نگهداری شوند.
- محل نگهداری رزین ها می بایستی تاریک و خشک بوده و در دمای بین 20-10 درجه سانتیگراد باشند.
- رزین ها در بشکه های فلزی آببند نگهداری شوند.
- از تابش نور خورشید از پنجره یا نورگیر به طور مستقیم بر روی رزین ها جلوگیری شود.
- چینش بشکه های رزین به صورتی باشد که رزین های قدیمی در دسترس و جلوتر از رزین های جدید تعبیه شده باشد.
- سقف ها و دیوارها (بخصوص در مناطقی که هوا معتدل نیست) عایق باشند.
- اسیدها و شتاب دهنده جدا از یکدیگر نگهداری شوند.
- اسیدها خارج از محوطه رزین نگهداری شود.
- محل ترکیب مواد اولیه رزین ( از لحاظ دما و رطوبت) متناسب با شرایط کارگاه باشند.
- در هنگام آماده سازی رزین، هم زدن رزین به صورتی باشد که از تشکیل حباب هوا در مخلوط جلوگیری کند.
- جهت ترکیب کردن مواد اولیه رزین، از ترازوی دیجیتال یا پیمانه های مدرج استاندارد استفاده شود.
- در انبار نگهداری رزین، کپسولهای آتش نشانی با شارژ معتبر تعبیه شود.
- در انبار نگهداری رزین، دماسنج و رطوبت سنج سالم و کاربردی نصب شود.
- الیاف و شرایط انبارداری
-
- محل نگهداری الیاف کاملاً خشک و تمیز و عاری از هرگونه گرد وغبار باشد.
- اگر انبار قسمتی از کارگاه ساخت است، با یک دیواره سرتاسری از زیر سقف از کارگاه جدا شود.
- الیاف با درصدهای مختلف شیشه، کیفیت و نوع بطور مجزا در طبقه ها و یا قفسه ها نگهداری شوند.
- پالت هایی الیاف روی آنها قرار دارد می بایستی حداقل 25 سانتیمتر از هر دیوار و 5/12 سانتیمتر از کف زمین فاصله داشته باشند.
- الیاف حصیری به صورت افقی و الیاف سوزنی به صورت عمودی نگهداری شوند.
- قسمت برش کارگاه الیاف، خشک و عاری از گرد و غبار باشد.
- اگر الیاف خارج از خط تولید نگهداری می شوند الیاف حداقل 48 ساعت قبل از استفاده به کارگاه انتقال داده شود.
- برش کاری الیاف بر روی میز کار مناسب انجام شود.
- در داخل انبار الیاف، دماسنج و رطوبت سنج سالم و کاربردی تعبیه شود.
- در داخل انبار الیاف، کپسول آتش نشانی با شارژ معتبر قرار داده شود.
همچنین روند اخذ تأییدیه سیستم كنترل كیفیت در این موسسه به شرح ذیل می باشد
- اقداماتی كه میبایستی صورت پذیرد
-
- تهیه و ارائه مدارك و مستندات مربوط به QC توسط سازنده
- بازبینی مدارك و مستندات مربوط به QC توسط موسسه
- انجام ممیزی از نحوة استقرار سیستم مذكور در كارگاه سازنده
- بررسی نتایج ممیزی و صدور گواهینامه تأییدیه در صورت وصول شرایط
- مدارك و مستنداتی كه میبایست ارائه گردد
-
- نظامنامه كیفیت
- كلیه دستور العملهای واحد كنترل كیفیت
- كلیه فرمها و چك لیستهای واحد كنترل كیفیت
- مدارك كالیبراسیون دستگاههای اندازه گیری و ....
- لیست استانداردهای مورد استفاده درواحد كنترل كیفیت
- QC Plan مربوط به هر نوع شناور كه در آن صنعت محترم ساخته می شود
- دستور العمل آموزش و ارزیابی پرسنل واحد كنترل كیفیت
- مدارك و گواهینامه های پرسنل واحد كنترل كیفیت
- چارت سازمانی و شرح وظایف پرسنل واحد كنترل كیفیت
- دستور العمل ارزیابی تأمین كنندگان
- لیست تجهیزات مورد استفاده در واحد كنترل كیفیت
- تبیین موارد
-
- طراحی سیستم كنترل كیفیت: شامل طراحی كلیه دستورالعملها، گزارشات، روشهای كیفی و چك لیستهای مربوط به فرآیندهای خرید مواد و تجهیزات، انبارش، ساخت، آزمونهای نهایی، انتخاب پیمانكار، اقدامات اصلاحی و پیشگیرانه و ... آن شركت محترم در زمینه صنایع دریایی.
- آموزش و استقرار سیستم كنترل كیفیت: شامل آموزش پرسنل مربوط به سیستم مذكور جهت آشنایی با مستندات این سیستم، نحوه اجرای دستورالعملها و استفاده از چك لیستها.
- نظارت و تأیید سیستم كنترل كیفیت: كه در این خصوص پس از استقرار كامل سیستم مذكور تحت نظارت كارشناسان این موسسه و اعلام آمادگی توسط آن صنعت محترم، بازرسی ها و ممیزی های نهایی توسط این موسسه انجام خواهد پذیرفت و در صورت موفقیت آمیز بودن نتایج، تأییدیه نهایی سیستم كنترل كیفیت جهت ارائه به مراجع ذیصلاح صادر خواهد گردید.
- ارزیابی سیستم كنترل كیفیت: كه جهت حفظ اثربخش بودن سیستم مذكور و انطباق با قوانین و الزامات، بازرسی ها و ممیزی های ادواری از تجهیزات، امكانات و نحوه اجرای این سیستم در آن شركت توسط این موسسه انجام خواهد شد
فرم های درخواست خدمات (Application Forms):
برای ذخیره فایل، بر روی لینک نمایش کلیک راست ماوس را فشار دهید و سپس گزینه Save Link As... را انتخاب کنید.
| ردیف | نام فرم ها | فایل PDF | فایل XML |
|---|---|---|---|
| 1 | فرم درخواست تایید صلاحیت جوشکار | دانلود | دانلود |
| 2 | فرم درخواست برنامه تأیید محصولات و خدمات | دانلود | دانلود |
| 3 | فرم درخواست برنامه تأیید خدمات طراحی و مشاوره | دانلود | دانلود |
| 4 | Application for Workshop Approval in Accordance With the Rules of ICS | دانلود | دانلود |
| 5 | نظر سنجی رضایت مشتریان از خدمات واحد تأیید مواد و تجهیزات | دانلود | دانلود |